







Worldwide Installations



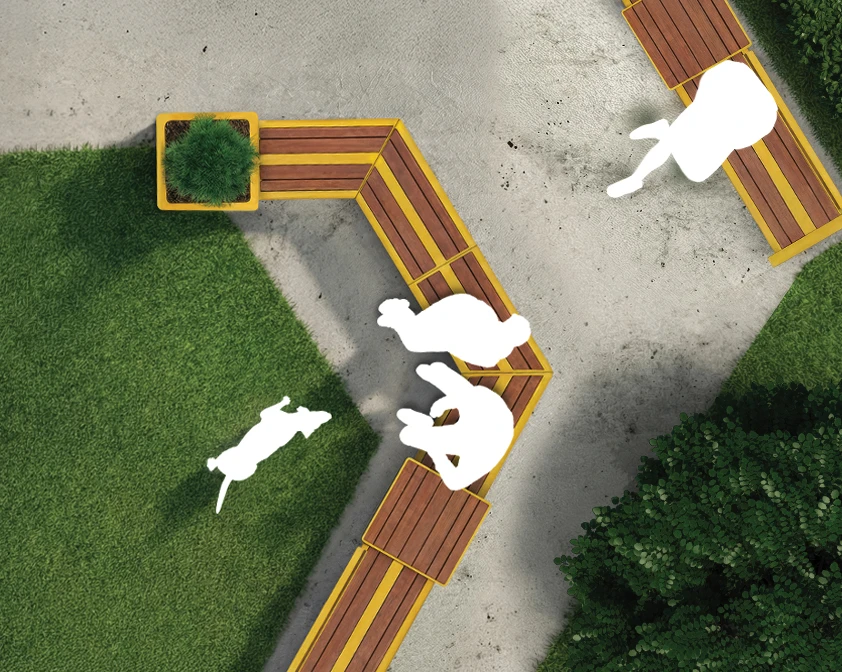
The point of the smart city is improving quality of life. That's why it's smart to plan and build with Relay. The sensor technology fits invisibly in waste receptacles on every corner, measuring a range of data at the street level - from fill level, weight and rummaging to CO2 emissions, noise pollution and foot traffic. Actionable data you can use to improve air quality, noise levels, rodent prevention, health issues and, yes, quality of life in every zip code.
Who we are
Through an unwavering commitment to our customers' legacy, we build quality, sustainable products that help create timeless spaces, transforming moments into stories and bringing communities to life.
About Us
Manufacturing
We have two modern factories in Maryland, USA with 200,000 sq/ft (18,500 sq/m) of manufacturing space that includes computer-driven welding robots, state-of-the-art powder coating systems, and automated metal—and wood—working equipment.
Learn More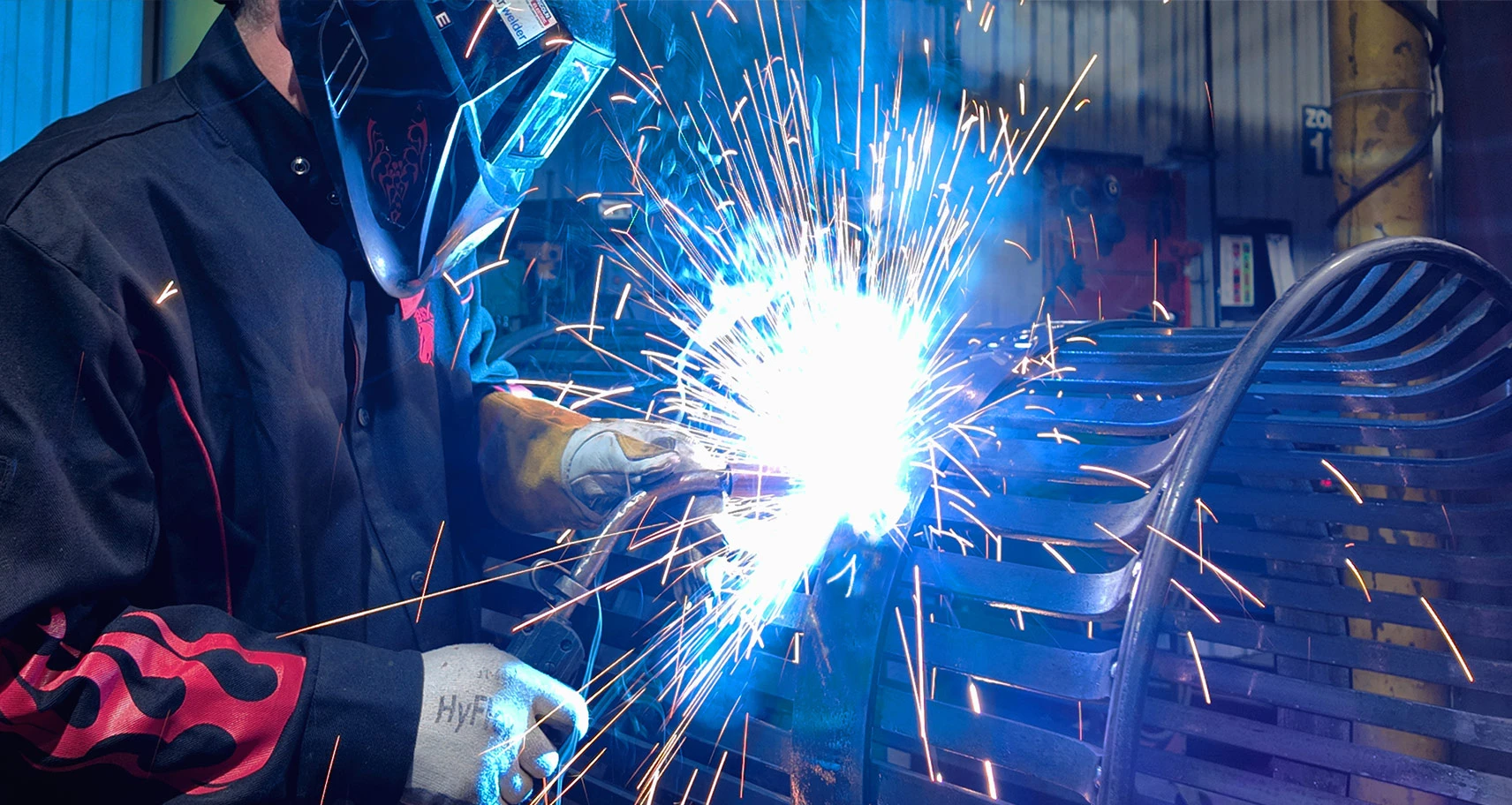
100% Renewable Energy
Through our dedication to sustainable practices, we integrate innovative materials and technologies into our thoughtfully designed products and processes. We use energy-efficient technologies throughout the fabrication process and utilize thousands of tons of recycled materials annually.
Learn More
Learning
We are pleased to bring you learning opportunities including live LA CES accredited sessions. These webinars include speakers who are leaders in the landscape architecture or urban planning community. We look forward to joining you and your team.
Explore More